Baghouse Coal Impurity Separator
The Baghouse Coal Impurity Separator is a dedicated pre-treatment device matched with baghouse dust collectors in coal-fired systems. It is installed upstream of the baghouse to separate large particles, hard lumps, metal scraps, refractory...
The Baghouse Coal Impurity Separator is a dedicated pre-treatment device matched with baghouse dust collectors in coal-fired systems. It is installed upstream of the baghouse to separate large particles, hard lumps, metal scraps, refractory debris and sundries from coal dust and flue gas. It avoids bag abrasion, clogging and damage to filter bags, extends the service life of baghouse components, and keeps the dust removal system running efficiently and stably.
Working Principle
It adopts a combination of flow diversion, impact interception and gravity settlement:
Coal-laden gas and mixed impurities enter the separator. Internal baffles change the airflow direction and reduce flow velocity.
Light coal dust and normal flue gas pass through smoothly and flow into the baghouse for subsequent dust collection.
Heavy, bulky and rigid impurities lose kinetic energy rapidly, settle to the bottom under gravity and are collected in the storage bin.
Intercepted impurities are discharged regularly through the sealed outlet, without interfering with normal airflow and dust removal work.
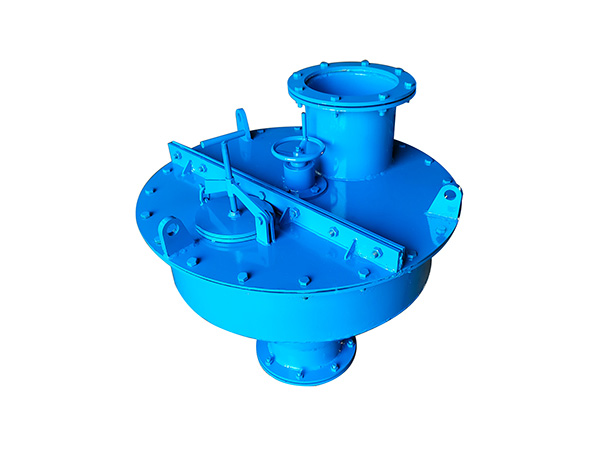
Main Structure
Inlet & Outlet Connectors: Standard flanged ports for easy connection with pipelines and baghouse equipment.
Flow Guide & Interception Zone: Fitted with high wear-resistant liners to resist long-term scouring by coal dust and particles.
Impurity Collection Hopper: Fully sealed bin to store intercepted sundries and prevent dust leakage.
Sealed Discharge Assembly: Manual or automatic discharging structure, ensuring dust-free operation.
Reinforced Shell: Thickened structural design, anti-corrosion and anti-abrasion for harsh working conditions.
Key Advantages
Effective Protection: Greatly reduce impact and friction of hard impurities on filter bags, lowering bag damage rate.
Low Air Resistance: Optimized flow channel design brings minor pressure drop, no adverse effect on exhaust and dust removal efficiency.
Compact Layout: Simple structure, small footprint, easy to install and retrofit on existing baghouse systems.
Fully Sealed Performance: Strict sealing structure complies with environmental emission standards, no coal dust escape.
Durable & Low Maintenance: Wear-resistant accessories and rational layout simplify inspection, cleaning and part replacement.
Wide Adaptability: Suitable for various types of baghouses and coal dust flue gas pipelines in different working conditions.
Typical Technical Parameters
Applicable pipe diameter: DN100 ~ DN700
Working medium: Coal dust mixed flue gas
Operating temperature: ≤160 ℃
Working pressure: -3000 ~ 0 Pa
Maximum intercepted particle size: 60 mm
Operation mode: Continuous air flow + periodic impurity discharge
Application Scope
Baghouse dust removal systems for thermal power plants
Dust collecting equipment of coal-fired industrial boilers and kilns
Coal preparation plant flue gas and dust treatment lines
Metallurgy, chemical and building material industries with coal combustion and baghouse facilities
Conclusion
As an indispensable pre-protection equipment for baghouses, this separator effectively filters out harmful impurities in coal dust. It cuts operating and maintenance costs, prolongs the service cycle of filter bags and core components, and guarantees the long-term reliable operation of the entire dust removal system.