Dust And Impurity Separator
TAG:Boiler Coal Line Impurity Separator Debris Separator for Coal Piping Pulverized Coal Impurity Separator
The Dust and Impurity Separator is a professional air classification equipment widely used in thermal power plants, wood processing, chemical industry, grain processing and dust collection systems. It is designed to separate fine dust, ligh...
The Dust and Impurity Separator is a professional air classification equipment widely used in thermal power plants, wood processing, chemical industry, grain processing and dust collection systems. It is designed to separate fine dust, light debris, foreign particles and oversized impurities from bulk materials or airflow. By removing unwanted contaminants, it purifies raw materials, reduces equipment wear, improves product quality and keeps the whole production system running smoothly. This device has become essential pretreatment equipment for various material conveying and processing lines.
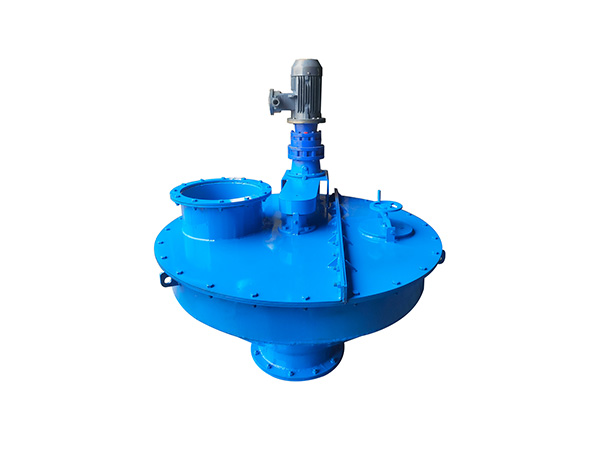
The separator adopts a compact and rational structural layout, mainly including feeding section, airflow regulating chamber, classification zone, material discharge port, dust outlet and supporting frame. The main body is fabricated with high-quality carbon steel, featuring solid welded structure, good rigidity and strong vibration resistance. Internal guide plates and flow baffles are precisely arranged to form a stable air flow field. All surfaces are treated with anti-rust and wear-resistant coatings, enabling long-term operation in dusty, dry and slightly corrosive working environments. The inlet and outlet adopt standard flange connections, which are convenient for docking with upstream and downstream pipelines and conveying equipment.
This machine works based on the principle of gravity and air flow sorting. After mixed materials enter the separation chamber, materials and impurities are fully scattered under the action of internal airflow. Heavy and qualified materials sink down along the designed track and are discharged from the finished material outlet. Meanwhile, light dust, tiny debris and floccules are carried by airflow and collected into the dust removal channel, while large hard impurities are intercepted and discharged separately. The internal air volume and wind speed can be adjusted flexibly according to material characteristics and separation requirements, so as to achieve the optimal classification effect.
This product possesses many prominent advantages. It realizes continuous automatic separation with large processing capacity and high sorting efficiency. The streamlined internal structure effectively reduces material blockage and pressure loss. With no complex transmission parts, it runs stably with low failure rate and low noise. Daily maintenance is simple, only requiring regular cleaning of internal attachments and inspection of connecting parts. Multiple models and adjustable structural parameters are available to adapt to different material types, particle sizes and production capacities. It can be installed independently or matched with screening, conveying and dust collecting equipment to form a complete processing system.
By effectively removing dust and sundries, the Dust and Impurity Separator lowers abrasion on subsequent machinery, avoids pipeline blockage and improves the cleanliness of final products. It is widely applied in coal powder systems, wood chip processing, grain screening and industrial waste gas purification lines, delivering remarkable economic and operational benefits for various industrial production.